
Kies earst it juste ferwaarmingsapparaat
It fuortsmiten fan de plestik fêstmakke op 'e skroef troch fjoer of roasting is de meast foarkommende en effektive metoade foar plestik ferwurkjen ienheden, mar acetylene flam moat nea brûkt wurde om skjin de skroef.
Korrekte en effektive metoade: brûk in blaaslamp direkt nei't de skroef is brûkt foar skjinmeitsjen.Om't de skroef waarmte hat by it ferwurkjen, is de waarmteferdieling fan de skroef noch altyd unifoarm.

Twadder, kies it juste reinigingsmiddel
D'r binne in protte soarten skroefreinigers (skroefreinigingsmaterialen) op 'e merke, wêrfan de measte djoer binne en ferskate effekten hawwe.Plastic ferwurkingsbedriuwen kinne ferskate harsens brûke om skroefreinigingsmaterialen te meitsjen neffens har eigen produksjebetingsten.
Tredde, kies de juste reinigingsmetoade
De earste stap yn it skjinmeitsjen fan 'e skroef is om de feeding ynfoegje út te skeakeljen, dat is, slute de feedport oan' e boaiem fan 'e hopper;Dan ferminderje de skroef snelheid oan 15-25r / min en behâlde dizze snelheid oant de melt stream oan 'e foarkant fan' e die stopt streamt.De temperatuer fan alle ferwaarming sônes fan it barrel moat wurde ynsteld op 200 ° C.Sadree't it barrel dizze temperatuer berikt, begjint it skjinmeitsjen.
Ofhinklik fan it extrusionproses (de die moat miskien wurde fuortsmiten om it risiko fan oermjittige druk oan 'e foarkant fan' e extruder te ferminderjen), moat skjinmeitsjen dien wurde troch ien persoan: de operator observearret de skroefsnelheid en -koppel fan it kontrôlepaniel, wylst it observearjen fan de extrusion druk om te soargjen dat it systeem druk is net te heech.Tidens it hiele proses moat de skroefsnelheid binnen 20r / min hâlden wurde.Yn applikaasjes mei lege druk dies, net fuortsmite de die foar skjinmeitsjen yn it earste plak.Wannear't de extrusion folslein omboud is fan 'e ferwurkingshars nei' e reinigingshars, wurdt de die stoppe en fuortsmiten, en dan wurdt de skroef opnij starte (binnen 10r / min) om de oerbliuwende reinigingshars út te streamen.

Fjirde, kies de juste skjinmeitsjen ark
Goed ark en skjinmeitsjen materialen moatte omfetsje: waarmte-resistant wanten, goggles, koper scrapers, koperen borstels, koper tried gaas, stearinezuur, elektryske drills, barrel linialen, katoen doek.
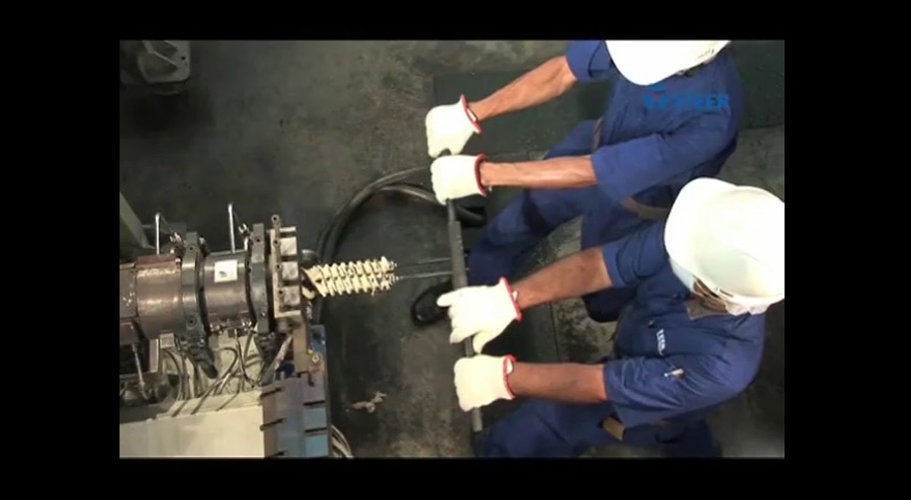
Sadree't it skjinmeitsjen hars ophâldt extruding, de skroef kin weromlutsen út it apparaat.Foar screws mei in cooling systeem, fuortsmite de slang line en swivel ferbining foar it starten fan de skroef extractor apparaat, dat kin wurde hechte oan de Fersnellingsbak.Brûk de skroef ekstraksje apparaat te triuwe de skroef foarút, bleatstelling fan de posysje fan 4-5 screws foar skjinmeitsjen.
De skjinmakhars op 'e skroef kin skjinmakke wurde mei in koperskraper en koperborstel.Nei it skjinmeitsjen hars op 'e bleatsteld skroef wurdt skjinmakke, it apparaat wurdt skood foarút 4-5 screws mei help fan de skroef extractor apparaat en fierder skjinmeitsjen.Dit waard werhelle en úteinlik waard it grutste part fan 'e skroef út' e loop skood.
Sadree't it grutste part fan 'e skjinmeitsjen hars is fuorthelle, sprinkle wat stearic acid op' e skroef;Brûk dan koperdraadgaas om de oerbleaune oerbliuwsels te ferwiderjen, en nei't de hiele skroef is gepolijst troch koperdraadgaas, brûke katoenen doek foar de lêste wipe.As de skroef bewarre wurde moat, moat in laach fet op it oerflak oanbrocht wurde om roest te foarkommen.

It skjinmeitsjen fan de loop is folle makliker as it skjinmeitsjen fan de skroef, mar it is ek tige wichtich.
1. By it tarieden fan it skjinmeitsjen fan 'e barrel wurdt de barreltemperatuer ek ynsteld op 200 ° C;
2. Screw de rûne stielen boarstel oan 'e drill pipe en de elektryske drill yn skjinmeitsjen ark, en dan wrap de stielen boarstel mei koper tried gaas;
3. Foardat it skjinmeitsjen ark yn 'e barrel ynfoegje, sprinkelje wat stearinezuur yn' e barrel, of sprinkelje stearinezuur op it koperdraadgaas fan it skjinmakynstrumint;
4. Nei't it koperdraadmesh yn 'e barrel komt, begjinne de elektryske drill om it te draaien, en keunstmjittich meitsje it hinne en wer te bewegen oant dizze foarút en efterút beweging gjin wjerstân wurdt;
5. Nei't it koperdraadnet út 'e barrel fuorthelle is, brûke in bosk katoenen doek om yn' e barrel hinne en wer te wipe om alle reinigingshars of fatty acid residu te ferwiderjen;Nei ferskate sokke hinne-en-wer wipings is it skjinmeitsjen fan de loop klear.De yngeand skjinmakke skroef en barrel binne klear foar de folgjende produksje!

Post tiid: Mar-16-2023